




車身油漆色差是判定汽車漆膜質量的重要外觀指標,隨著汽車輕量化的需求,各種不同材質的塑料件得到廣泛應用,如前后保險杠、后視鏡及油箱蓋等,因油漆固化方式、材質本身噴涂工藝的不同,噴涂后易出現車身本體與其配件間顏色色差,影響整車漆膜外觀一致性。因汽車涂裝生產工藝控制的復雜性和影響因素眾多的特點,國內汽車涂裝生產廠及涂料供應商對漆膜色差質量問題始終。本文通過闡述色差控制方法并對影響色差的主要因素進行分析,以便更好的預防、控制車身色差問題,從而提高整車外觀漆膜質量。
1.色差概念
色差是指成形漆膜的色相、明度、彩度與標準色板有差異,不同的涂裝工藝處理的不同部件(如塑料件與金屬車身)組裝在一起產生的顏色差異,或在修補涂裝時與原漆色有差異。
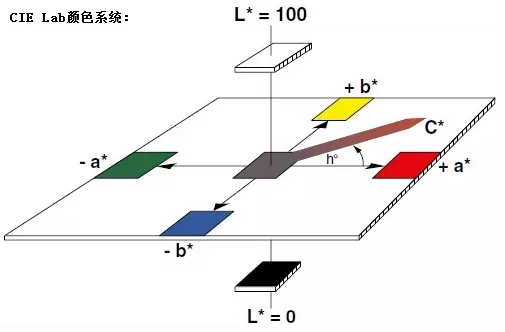
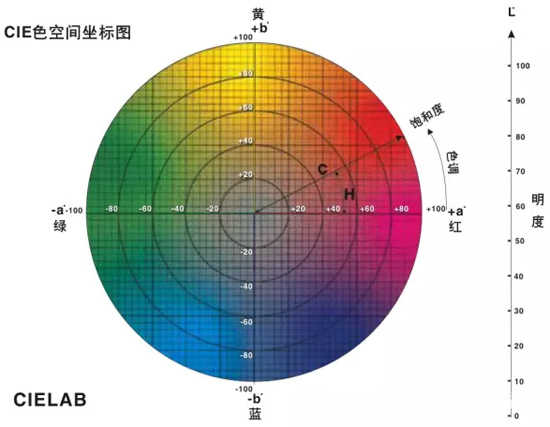
顏色是一種通過觀察者的眼睛所捕獲的光線刺激(波長、強度等等),并在頭腦中形成的解釋。顏色可以用色相H,飽和度C,表示紅綠的a值,表示黃藍的b值及明度L來定義。
目前更流行的用于測量物體顏色的空間模型是Lab色空間,它采用分光光度法進行分析,其精度較高。在該空間中L*為明度,L*為正值表示顏色偏白,L*為負值表示顏色偏黑;a*、b*為色度坐標,其中a*為正值表示顏色偏紅,a*為負值表示顏色偏綠,b*值為正值表示顏色偏黃,b*值為負值表示顏色偏藍。
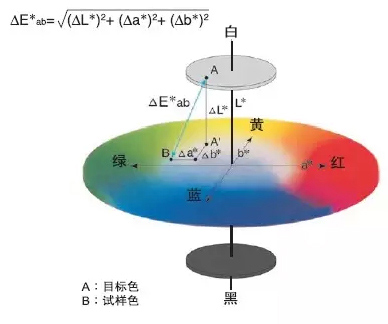
目前多數汽車企業使用多角度色差儀對色差進行客觀評價,通過比較測量物體與標準器的明度L、紅相a(紅-綠)、藍相b(黃-藍)的差值,得到△L、△a、△b及色差△E值,根據本企業各色漆△E值標準進行控制,△E不僅用于控制整車色差檢驗,也被廣泛作為油漆入檢、外飾塑料件的檢驗。
2.色差控制方法
目前主要通過制作標準色板控制色差問題,更常用的方法是在顏色開發確定后噴涂試板作為標準板,將標淮板分發到主機廠各相關部門、塑料飾件供應商及油漆供應商,用于過程色差控制。因標準的唯一性,適用于統一供貨管理。但標準板不能反映車身不同位置、不同噴涂角度的顏色變化,易出現二次色差風險。
為克服二次色差問題,提高整車色差控制精度,可采取在車身表面距離不同配套件相近的位置進行貼板噴涂,制成車身顏色樣板,將樣板分發給不同的零部件供應商、檢驗部門等,用于整車顏色的控制。它以主機廠為中心,確保顧客接受并滿意。其優點是可以真實地反映與配套件鄰近的車身不同位置、不同噴涂方式下不同的顏色狀態,從而提高整車與零部件色彩的一致性,降低色差風險。
色板用于日常過程色差的控制與判定,由于使用的磨損、日曬及儲存環境的影響會導致工作標準板顏色產生偏移,需定期標定,一般使用期限為1年,當工作標準板與鑒定標準板誤差超標時需及時更換。
3.影響色差的主要因素和對策
色差可以通過目視檢測和色差儀輔助定量測量,色差產生的原因主要來源于兩個方面:原材料本身因素和現場工藝控制。
3.1材料的控制
(1)鋁粉粒徑的大小影響顏色亮度,鋁粉粒徑越大漆膜越光亮,粒徑越小漆膜越暗。
預防措施:確定鋁粉粒徑大小,材料出廠、入廠檢驗時嚴格按照技術要求檢驗,避免因鋁粉粒徑大小不均造成漆膜色差問題。
(2)溶劑的選用,因溶劑選用、配比不當,噴涂后閃干時間不滿足現場工藝要求致使鋁粉在漆膜表面產生堆積或沉降,造成車身表面局部區域發花,不同部位間產生色差。
預防措施:制定“濕噴濕”噴涂工藝漆膜閃干時間要求;針對季節變化選擇相應的溶劑和配比,使其符合漆膜閃干要求。
(3)噴涂涂料電阻控制。
預防措施:驗證涂料電阻并制定標準,嚴格按標準執行。
(4)中涂漆顏色的影響。
預防措施:提高中涂漆的遮蓋力并制定中涂漆膜厚度控制范圍。
(5)底色漆遮蓋力檢測。
預防措施:對底色漆遮蓋力進行檢測,確定噴涂厚度。
(6)閃光漆在塑料件的噴涂和車身噴涂后高低溫色差。
預防措施:先噴涂金屬車身,再測量油漆車身鄰近外飾件的L、a、b值,制作外飾件油漆樣件并進行比對,符合標準后方可批量生產,避免高低溫色差。
(7)涂料批次間存在色差。
預防措施:制定涂料驗收標準,加強涂料進廠檢驗。
3.2現場工藝控制
三分油漆,七分施工。現場施工工藝方法與調整對控制油漆色差極為重要,好多色差問題因施工環境、施工工藝等問題產生,但通過現場調整,能夠及時予以控制。
(1)噴涂技能水平不良。噴幅重疊不適當,噴距太近,走槍不勻,未能保持噴槍與工件表面正確噴涂角度。
預防措施:提高噴涂員工作業技能,噴幅控制為1/2或2/3,走槍均勻,噴槍與被涂面保持垂直。
(2)漆膜閃干時間不一致。
預防措施:調整漆膜閃干時間制定標準并嚴格執行。
(3)噴漆室溫濕度差異大。
預防措施:恒定噴漆室溫濕度,避免因噴涂環境差異造成色差。
(4)手工噴涂導致的漆膜薄、厚不勻。
預防措施:提高噴涂工作業技能,避免膜厚不均。
(5)油漆在管路中停留時間過長,新舊混漆。
預防措施:制定生產前清洗噴槍、輸漆管道和生產后清洗噴槍、輸漆管道制度,避免新舊混漆造成的色差。
(6)烘干條件不一致。
預防措施:制定烘干爐保養檢修計劃,確保車身在烘干爐內受熱均勻。
(7)低溫修補后色差。
預防措施:確定低溫修補漆不同噴涂膜厚下顏色走向,噴涂過程對膜厚進行控制。
(8)機器人與手工噴涂交接處色差。
預防措施:根據色差部位,調整并固化人工噴涂方法。
3.3過程控制
經過多年實踐,日常我們可采取以下兩種方法對顏色一致性進行排查、分析,在避免、解決色差質量問題上能夠起到事半功倍的作用。
(1)色差趨勢圖
導致色差的原因有很多,在批量生產時,色差問題有時會呈現漸進式規律,我們可以通過現場儀器檢測的參數記錄進行控制和分析。完善的記錄及色差趨勢圖能夠幫助我們及時避免色差問題的出現或盡早地找到色差產生的根源。
(2)定期顏色評審
定期在自然光條件下,對裝配后的整車漆膜進行目視評審,要求標準為目視無色差。若目視存在色差,用色差儀對色差部位做定量復核,找到色差調整方向。
4.結語
綜上所述,色差的控制涉及到很多的因素。本文介紹了色差的控制方法及產生原因,按照以上方法進行現場控制,能夠有效避免、降低色差發生頻率。有力提高企業產品質量、降低生產成本,為企業市場競爭打下良好基礎。隨著汽車涂料和過程控制的不斷發展,相信色差問題在現場將會更加易于控制,駕駛室整體外觀裝飾性得到不斷提高。
